Overall Equipment Effectiveness (OEE) is a measure for productivity of equipment. It reflects produced units in good quality. A downside of OEE is that it is not comprehensive at first glance as it consists of multiplied percentages. For managers it is difficult to check plausibility not having more information at hand. For the shopfloor it is often difficult to see how it relates to their performance.
Few people know the fast track method to understanding, estimating, and calculating OEE.
It is not just about cross-checking this metric and saving a lot of effort. What’s more building on a deeper understanding with this “trick” you can see, where OEE really makes sense.
Summarized, this will help you to
OEE stands for Overall Equipment Effectiveness, the performance of your equipment. Of course, your equipment’s effectiveness is strongly connected with the numbers of parts / units / output volumes you are producing. The classical way to calculate OEE is:

This looks complicated and looking at the results it is often difficult to comprehend. Luckily, with this brilliant, logical trick it is much easier. Just divide the number of good parts produced by the number of produced parts you could have produced under perfect circumstances. Which is:

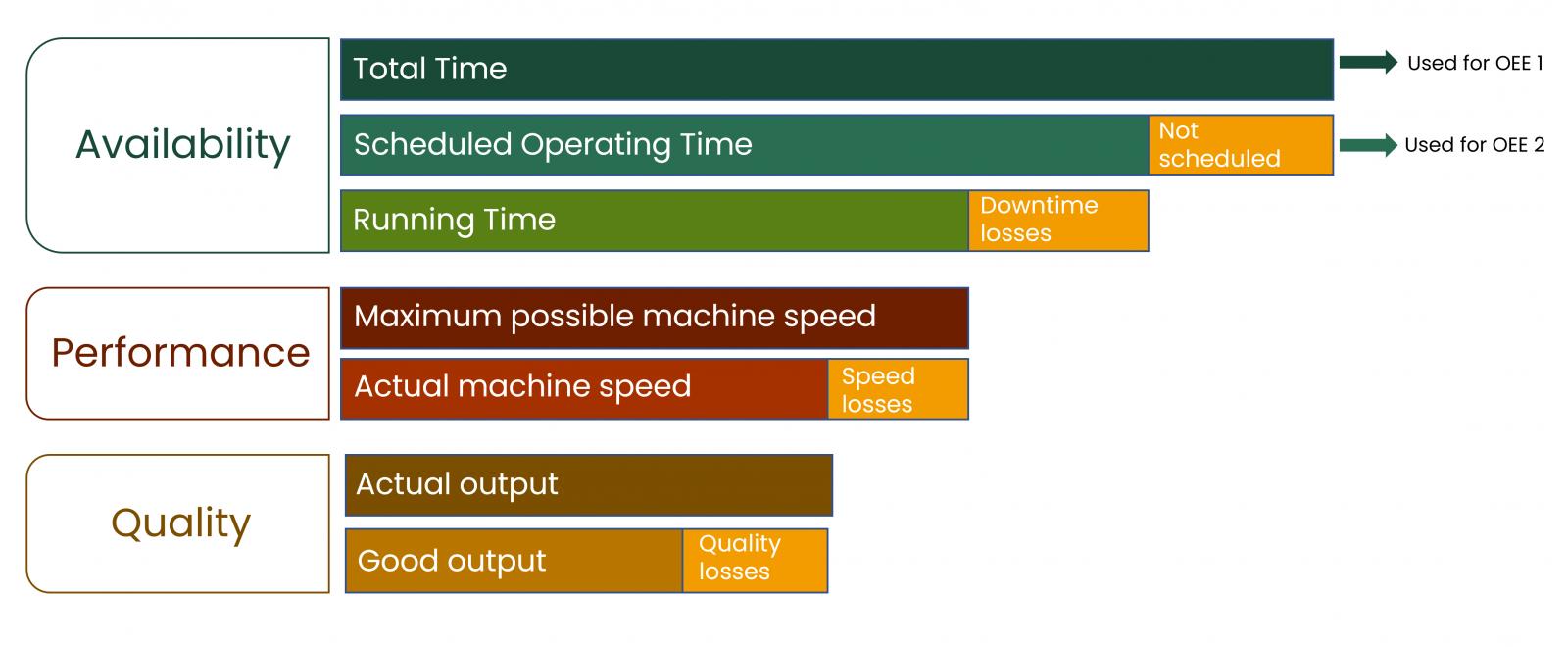
And this is your OEE. This way you can determine OEE 1 as well as OEE 2, hence it works for all kinds of equipment where you just want to improve efficiency as well as for your bottleneck equipment of which you need to effectively increase output.
The result is the same as doing it the complicated way, of course. It must be the same as you can easily see if you hold pale memories of your school knowledge still being able to reduce fractions. You will find this simple mathematical explanation derived below this post.
So, just try it next time you want to cross check OEE. In case there is a deviation you have good reason to dig deeper!
This is how we usually get to these kinds of numbers when walking the shopfloor: “How much has been produced e.g. last month, at this line or by this equipment – how many good units?” If the site builds on Shopfloor Management, you will find these numbers available directly at the line. If not, you can ask the site head or the controller. Ask for the number of good units produced in a certain time.
It is this value which goes into the calculation above the fraction line, into the numerator. At the production line either the person operating the machine, or the head of production can tell you whether the equipment is running at maximum output rate or how fast it could possibly run. Multiplying this value with the number of operating hours (considering the shift model, and how many hours have been worked last month) you can calculate the denominator. It tells you how much could have been produced.
Of course you can use this calculation approach also to quickly review OEE which is calculated on an hourly basis which makes it certainly faster.
However, when it comes to improving OEE and understanding the biggest levers, it helps to look into the three components: Are we losing machine capacity because of (planned or unplanned) downtime, lower speed or poor quality?
Attention: You may find out that you could do nearly anything reporting-wise just using the OEE fast track trick. In that case please you can consider replacing OEE by a simpler metric: E.g. number of parts, or a volume produced. Especially on the shopfloor and when working closely with employees we recommend to keep it simple. “Number of units” or “number of bags produced” are much more comprehensible and much less confusing than percentages multiplied with each other. Looking for a way of communication, as always: simpler is better.
You are interested in examples for calculations? You wonder whether OEE1 or OEE2 is the better metric for you? You are keen to learn more on working and managing with OEE?